新闻中心
News








汽车技术正向着低碳化、信息化、智能化的方向发展,大力发展新能源汽车技术已成为保障国家能源战略安全,减轻环保压力的重要手段。中国汽车工程学会研究编制的《节能与新能源汽车技术路线图》将纯电动汽车及动力电池技术列为了重要发展方向,动力电池发展的同时也带动了电池包制造技术的发展。
电池包是核心能量源,为整车提供驱动电能,电池包壳体作为电池模块的承载体,对电池模块的安全工作和防护起着关键作用,需满足强度、刚度、安全防护等各项要求。除此之外,节能环保和轻量化的发展对电池包壳体材料也提出了更多的要求,铝合金材料具有易成形、高温耐腐蚀、轻量化、优秀的抗老化性能等综合性能优势,非常适合用于轻量化电池包壳体的制造。铝合金电池包壳体一般由型材、板材或冲压件连接而成,本文零件即为电池包壳体的铝合金冲压件。
产品描述
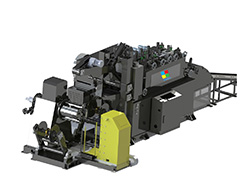
本文零件为某电池包壳体底板零件,如图1所示。材料为铝合金TL091, 材料实测力学性能参数如表1 所示 , 名义料厚4mm, 零件尺寸为1930mm×1320mm ×12mm。电池包壳体底板采用冲压制造工艺,之后与其他型材、冲压件通过CMT焊接方式焊接,图2 所示为CMT 焊接工作站。由于电池包要满足防护等级IP67 的设计要求,所以对焊接质量要求很高,相比其他型材机加工制造而言,冲压生产的底板单品尺寸公差达成具有一定的难度。
表1 TL091 实测力学性能参数
|
试样方向 |
屈服强度(MPa) |
抗拉强度(MPa) |
延伸率 |
厚向异性系数 |
|
轧制方向 |
132.5 |
276.4 |
20.0% |
0.624 |
|
轧制方向45° |
137.0 |
273.6 |
24.7% |
0.393 |
|
轧制方向90° |
139.4 |
271.5 |
21.7% |
0.699 |
图1 电池包壳体底板
图2 CMT焊接工作站
工艺分析及优化
类似平板件的理论设计形状为主体平面加局部特征,此类平板件在冲压之后由于内应力的原因都很难再保持平面,越大的零件尺寸偏差越大。这与零件的设计形状有关系,两个维度(1930mm×1320mm)相比第三个维度(12mm)超出10 ~ 20 倍,因此第3个维度即零件高度方向最不稳定,易出现失稳现象。
选取类似件做模态分析,可得出共性结论:最易出现的两种回弹形态为模态的前两阶形态或两种形态的叠加,包括图3的扭曲回弹形态和图4的弯曲回弹形态。
图3 平板件扭曲模态
图4 平板件弯曲模态
因为压应力是产生失稳的重要原因,所以一般类型的平板件的工艺设计采用胀形工艺,既可以使零件在成形过程中产生足够的塑性变形以稳定形状,也可以达到减小内部压应力、降低高度方向失稳的效果。如图5 所示零件,可以看出采用成形工艺的扭曲回弹要远大于胀形工艺的零件,且此类扭曲回弹一旦发生几乎无法通过回弹补偿、后工序整形校正等工艺手段解决。
(a) 成形工艺
(b) 胀形工艺
图5 采用成形工艺和胀形工艺的零件回弹对比
此电池壳底板零件从外形上看与上述平板类零件基本类似,区别是厚度较厚,形状较浅。由于铝合金回弹一般为普通钢板回弹的2 ~ 3 倍,故为解决本零件的平面度问题,笔者首选胀形方案,图6 所示为Autoform 软件的冲压工具设置。
图6 胀形工艺方案
经过仿真分析,得出此方案的FLD 图(图7)和最终回弹图(图8)。采用胀形工艺可以使零件发生足够的塑形变形,使零件全部进入了FLD 图的绿色区域,回弹为弯曲回弹形态,这与之前的研究结论一致,回弹值约为22mm,无法满足4mm 厚板的后续焊接工序。产生如此大的回弹与之前类似零件的结果相差巨大,因此拟定通过调整胀形工艺最敏感的材料流入量来研究零件回弹的变化,找出影响因素。由于胀形工艺的设计使压边圈的材料基本不流动,所以采用加50% 压边力之后的回弹基本与原设计相同,如图9 所示,但减少50% 压边力之后,回弹有较大改善,如图10 所示。
图7 零件最终FLD 图
图8 零件最终回弹值
图9 压边力加大50% 的零件回弹
图10 压边力降低50% 的零件回弹
分析原因为本零件料厚较厚且大面特征形状很浅,约为1.5mm 深度,导致零件特征在最后的1.5mm左右才开始成形。塑性应变发生在特征形状成形之前而非成形过程中,直至成形结束,材料不再继续发生足够的塑性应变增长。此过程等同于拿硬化过的材料成形,致使材料硬化程度小的冲压工艺(压边力降低50%)比硬化程度多的工艺(原工艺或压边力加大50%)回弹更大。基于此分析结论,拟定采用直接成形工艺来验证,分析结果如图11 所示,回弹值已有大幅降低,与分析结论一致。考虑直接成形工艺在成形过程材料不受控制,故采用更为稳定的上下压料成形,保证材料在压平的状态下成形,再施加足够的压料力使材料在局部成形时平面材料少发生流动,以保证平面平整的同时使局部特征最大限度的发生塑性变形,以减小回弹,冲压工具设置如图12 所示,经过分析回弹值如图13 所示,回弹值已基本控制在±2mm 以内,为尺寸控制最好的工艺。
图11 直接成形回弹值
图12 压料成形工具设置
图13 压料成形的回弹值
由于实际零件重量较大,且是在焊装夹具上和其他零件进行焊接,所以还要考虑零件在检具上的状态,通过模拟检具上的回弹得到分析结果如图14所示,由于夹具有支撑面的存在,使零件在重力下校正一部分尺寸,使零件的平面偏差最终控制在了2mm,理论上可以满足焊接工序。最终确定工艺为压料成形工艺。
图14 压料成形的检具状态回弹值
生产验证
实际生产的零件在检具上的自由状态如图15 所示,扫描检测结果如图16 所示,可以看出压料成形工艺基本把零件尺寸控制到了可接受范围内,实际零件的回弹值与分析趋势一致,单品零件通过CMT自动焊接,焊接后的总成件成功通过水密性测试。
图15 零件在检具上的自由状态
Autoform 仿真分析结果为依据,通过改变冲压工艺类型和工艺参数获得了最佳的成形和尺寸控制窗口,与实际冲压结果相符,基本解决了此类型冲压零件的尺寸控制问题。
图16 零件在检具上的扫描云图
结束语
本文较为系统的研究了铝合金平板类冲压件的回弹影响因素及原理,并针对不同类型的零件提出了尺寸控制方案,着重介绍了大型平板类铝合金件——新能源汽车动力电池包底板的3 种冲压工艺方案。以Autoform 仿真分析结果为依据,通过改变冲压工艺类型和工艺参数获得了最佳的成形和尺寸控制窗口,与实际冲压结果相符,基本解决了此类型冲压零件的尺寸控制问题。